-

深圳市欣东港贸易有限公司
主营:焊接机械手,机器人焊机,机械手焊机,激光自动化焊接,全自动焊接设备,折弯自动化

深圳市欣东港贸易有限公司
主营:焊接机械手,机器人焊机,机械手焊机,激光自动化焊接,全自动焊接设备,折弯自动化 13
13

焊接工艺 可选以下任意一种焊接工艺或多种焊接工艺进行组合焊接: □ 氩弧焊(TIG/热丝TIG) □ 热丝氩弧焊(热丝TIG,熔敷效率是普通氩弧焊的2倍以上,线速度可达300mm/min) □ 气保焊(MAG/MIG) □ 埋弧焊(SAW) □ 氩弧+气保(TIG/热丝TIG+GMAW) □ 氩弧+埋弧(TIG/热丝TIG+SAW) □ 气保+埋弧(GMAW+SAW) □ 氩弧+气保+埋弧(TIG/热丝TIG+GMAW+SAW) □ 其他
焊接质量: 对接焊缝打底焊接可实现单面焊双面成型及焊缝余高控制; 对接焊缝满足射线检测或超声波检测,Ⅰ级或Ⅱ级焊缝合格率98%以上; 满足冲击、拉伸、弯曲等力学性能检验要求 角焊满足焊角高度及承压试验要求。
自动焊接机械人施工质量**
首先,需要选择正确且质优的焊丝,**自动焊接机械人的施工质量,还需要编制**的焊接工艺,并对零件尺寸、焊缝坡口、装配尺寸等进行严格的工艺规定,从而减少焊缝出现各种缺陷的几率。
其次,还要尽量采用精度较高的装配工装,以提高焊件的装配精度。另外,还要对自动焊接机械人完成的焊缝进行彻底的清洗,防止有各种杂物的存在,否则将影响引弧成功率。
深圳市欣东港贸易有限公司是一间专业从事焊接机器人及其成套系统的设计、制造、营销以及技术服务的高科技公司,我们拥有一支专业的机械和电气自动化设计的技术团队和多年从事焊接机器人领域的专业,专注于焊接自动化。
建立了基于移动互联网的远程控制系统,产品科技感实足。这样更多的年轻人能体会到焊接行业也是一种可以和时代接轨的行业,同时也能在较低的劳动强度下焊出漂亮的焊口,从而愿意进入焊接行业做一名自动焊接工人。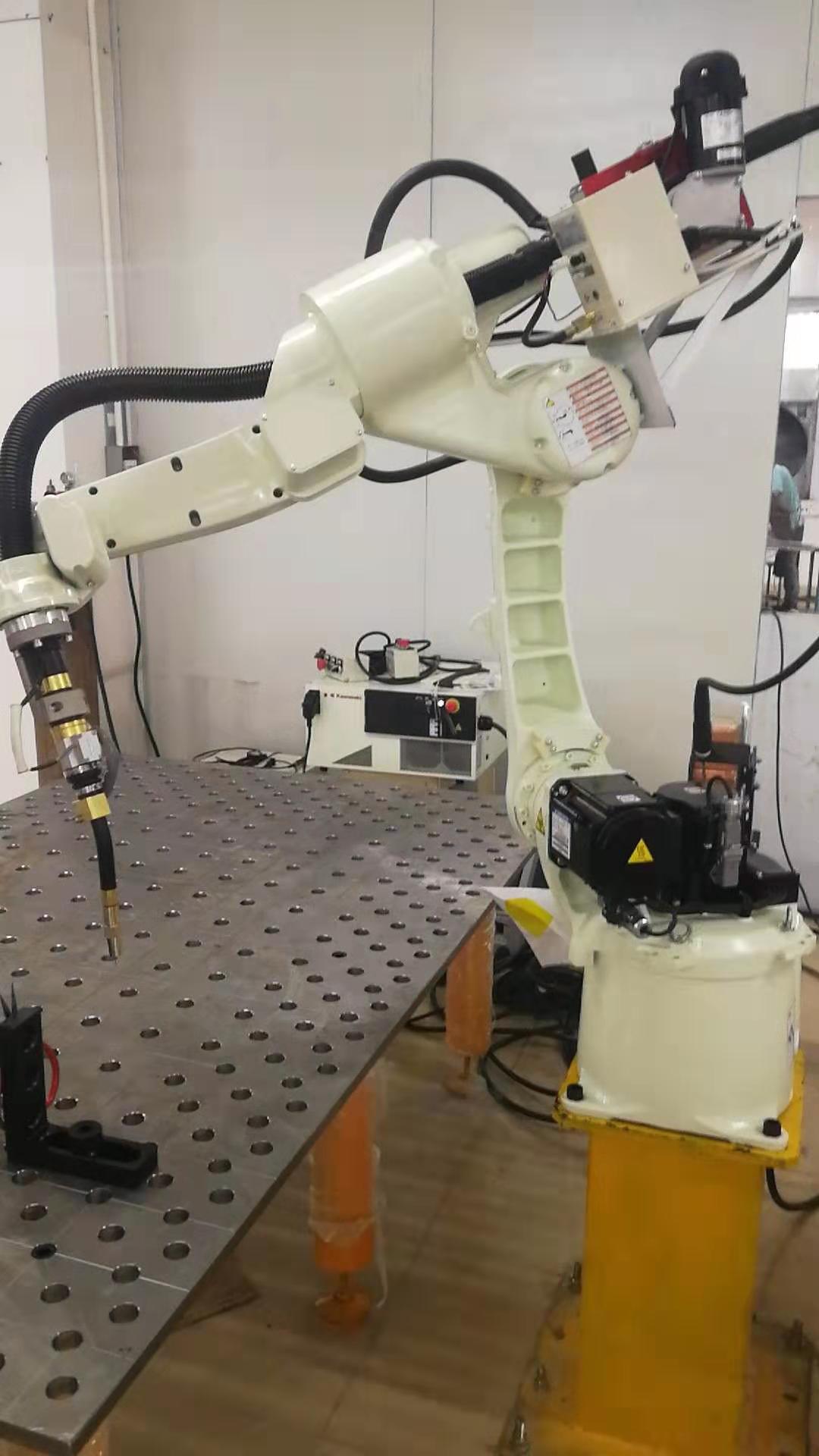
自动焊接机上常用的焊接工艺方法有:埋弧焊、钨极气体保护电弧焊、熔化较气体保护焊、电阻焊、电子束焊,激光焊,激光电弧复合焊,钎焊、高频焊、气焊、爆炸焊、摩擦焊,超声波焊。