-

深圳市欣东港贸易有限公司
主营:焊接机械手,机器人焊机,机械手焊机,激光自动化焊接,全自动焊接设备,折弯自动化

深圳市欣东港贸易有限公司
主营:焊接机械手,机器人焊机,机械手焊机,激光自动化焊接,全自动焊接设备,折弯自动化 13
13

由于管道全自动焊接主要缺陷是坡口未熔合,所以坡口加工质量直接影响焊接质量。采取措施:首先要有一个加工精度高的坡口加工机,刚开工时,辽河二机组坡口机工作不正常,造成加工完的坡口有波浪纹存在,有的坡口钝边**过工艺要求,说明坡口机的加工精度不够,这种情况下加工出的坡口,如若还进行组对焊接,易造成坡口未熔合。波浪纹有凸凹,全自动焊接时,由于焊枪为平摆,且焊接速度较快,A-610外焊机自身装配的跟踪系统,若未及时扫描发现坡口宽度有差异,并立即进行干预调整,或坡口宽度在短距范围内频繁变动,跟踪反馈系统调整紊乱,都容易产生未熔合现象。现场坡口加工、检查坡口尺寸。坡口机不能等同于其他设备,它属于机械精加工设备。坡口机每天在运转,而且工况条件差,在东北一年四季70℃温差变化,风吹日晒雨淋。所以说要想合格坡口,坡口机维护保养是前提,尤其是液压系统应正常、转动轴配合间隙、轴承径向(轴向)游隙应控制在合格范围内。选择合格并定期更换,以保证坡口机始终处在良好状态。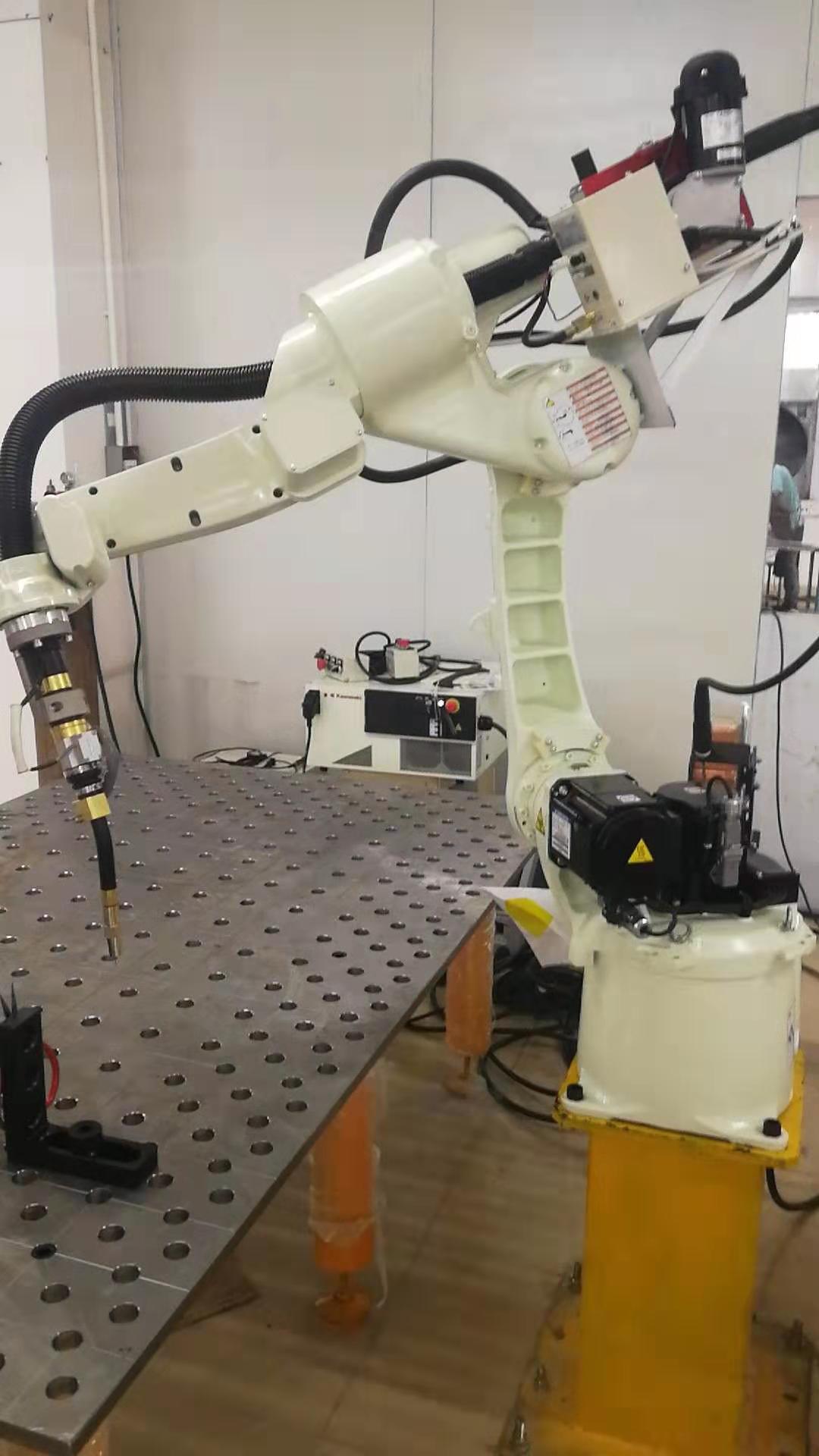
机器人焊接过程中常见的缺陷
虽然焊接机器人采用的是富氩气体保护焊或埋弧焊等、新工艺,但是焊接过程中会出现一些焊接缺陷。
例如焊偏、咬边、气孔等几种,具体分析如下:
1、出现气孔可能为气体保护差、工件的底漆太厚或者保护气不够干燥,进行相应的调整就可以处理。
2、飞溅过多可能为焊接参数选择不当、气体组分原因或焊丝外伸长度太长,可适当调整功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。
3、出现咬边可能为焊接参数选择不当、角度或位置不对,可适当调整功率的大小来改变焊接参数,调整焊接时工件的相对位置。
4、焊缝结尾处冷却后形成一弧坑,编程时在工作步中添加埋弧坑功能,可以将其填满。
5、出现焊偏可能为焊接的位置不正确或焊枪寻找时出现问题。这时,要考虑TCP(焊枪中心点位置)是否准确,并加以调整。如果频繁出现这种情况就要检查一下焊机器人各轴的零位置,重新校零予以修正。
自动化采用具有自动控制,能自动调节、检测、加工的机器设备、仪表,按规定的程序或指令自动进行作业的技术措施。其目的在于增加产量、提高质量、降低成本和劳动强度、**生产安全等。自动化程度已成为衡量现代国家科学技术和经济发展水平的重要标志之一。
焊接产品比铆接件、铸件和锻件重量轻,对于交通运输工具来说可以减轻自重,节约能量。焊接的密封性好,适于制造各类容器。
http://vav518.cn.b2b168.com
欢迎来到深圳市欣东港贸易有限公司网站, 具体地址是广东省深圳市光明区光明新区,老板是卿茂江。
主要经营深圳市欣东港贸易有限公司主营产品:焊接机械手、机器人焊机、机械手焊机、激光自动化焊接、全自动焊接设备、折弯自动化等。拥有丰富设计焊接工作站,及搬运工作站的实力。同时我们还有配送各种焊接材料劳保用品。
。
单位注册资金单位注册资金人民币 100 - 250 万元。
欢迎关注本公司,本公司专业经营焊接机械手,机器人焊机,机械手焊机,激光自动化焊接,全自动焊接设备,折弯自动化等产品,拥有完善的技术和真诚的服务!