-

深圳市欣东港贸易有限公司
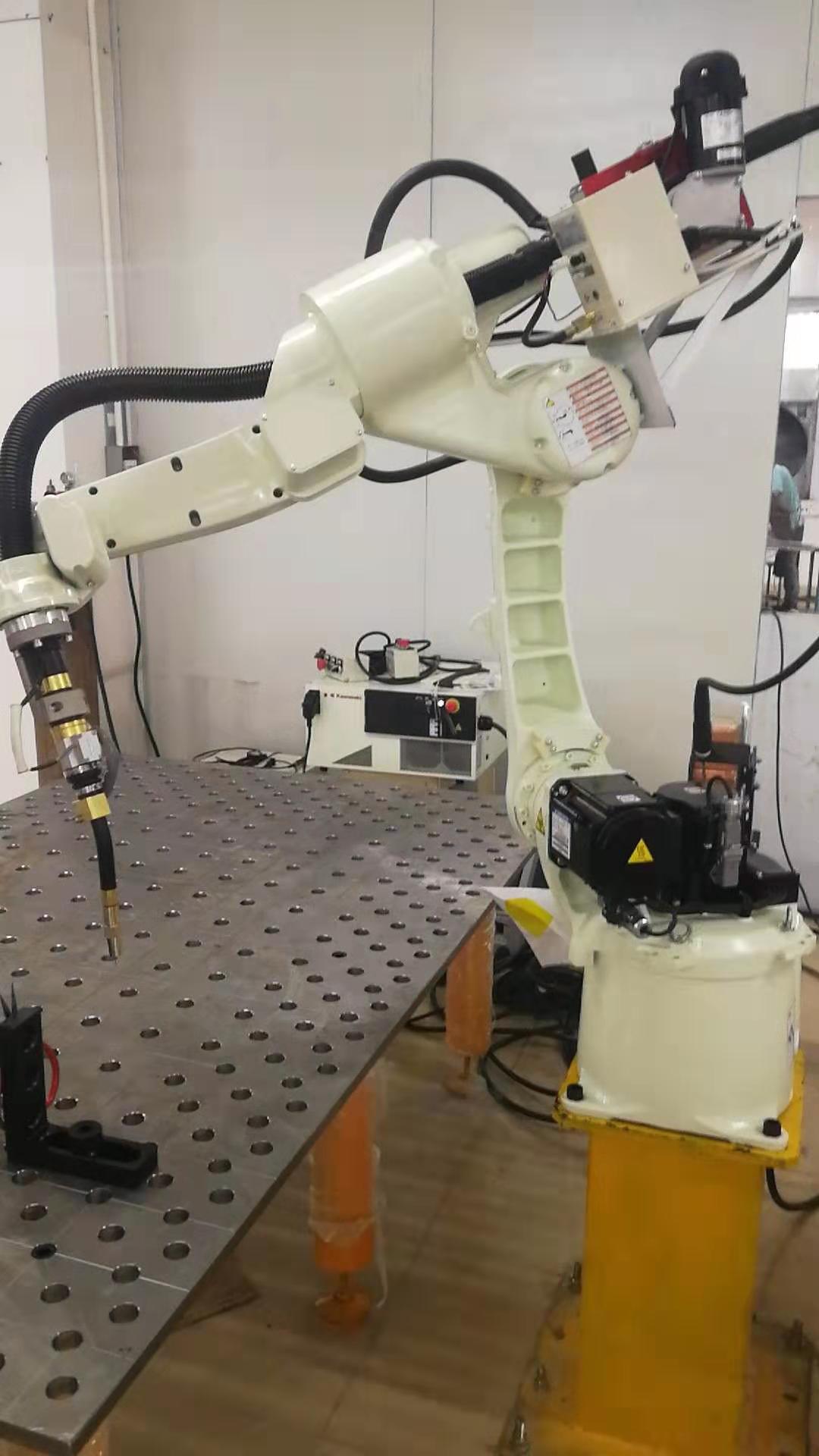
主营:焊接机械手,机器人焊机,机械手焊机,激光自动化焊接,全自动焊接设备,折弯自动化

深圳市欣东港贸易有限公司
主营:焊接机械手,机器人焊机,机械手焊机,激光自动化焊接,全自动焊接设备,折弯自动化 13
13

焊接工艺 可选以下任意一种焊接工艺或多种焊接工艺进行组合焊接: □ 氩弧焊(TIG/热丝TIG) □ 热丝氩弧焊(热丝TIG,熔敷效率是普通氩弧焊的2倍以上,线速度可达300mm/min) □ 气保焊(MAG/MIG) □ 埋弧焊(SAW) □ 氩弧+气保(TIG/热丝TIG+GMAW) □ 氩弧+埋弧(TIG/热丝TIG+SAW) □ 气保+埋弧(GMAW+SAW) □ 氩弧+气保+埋弧(TIG/热丝TIG+GMAW+SAW) □ 其他
焊接质量: 对接焊缝打底焊接可实现单面焊双面成型及焊缝余高控制; 对接焊缝满足射线检测或超声波检测,Ⅰ级或Ⅱ级焊缝合格率98%以上; 满足冲击、拉伸、弯曲等力学性能检验要求 角焊满足焊角高度及承压试验要求。
于工人的频繁变动所做出的焊接质量参差不齐,不能为客户提供稳定的焊接质量,为所施工的工程留下安全隐患。本公司自动焊通过对优质焊口的焊接参数进行存储,在操作人员更换的情况下及时调取之前的参数同样能焊出稳定的高质量的焊口。
自动焊机焊接过程需要根据产品零件的材质、板厚、尺寸大小、焊缝形式、保护气体、送丝形式来选择不同的焊接方式。焊接过程自动化系统可以组成一个简单的自动焊接专机,也可作为自动焊机的一个组成部分。