-

深圳市欣东港贸易有限公司
主营:焊接机械手,机器人焊机,机械手焊机,激光自动化焊接,全自动焊接设备,折弯自动化

深圳市欣东港贸易有限公司
主营:焊接机械手,机器人焊机,机械手焊机,激光自动化焊接,全自动焊接设备,折弯自动化 13
13

在自动焊机系统里,为了实现提高焊接效率,常常需要做成多工位自动焊接,主要包括上料位、装夹位、焊接位、冷却位或检测位、下料位,从而形成一整套自动化系统,一次性完成工件从装配,焊接,检测到输出的工作。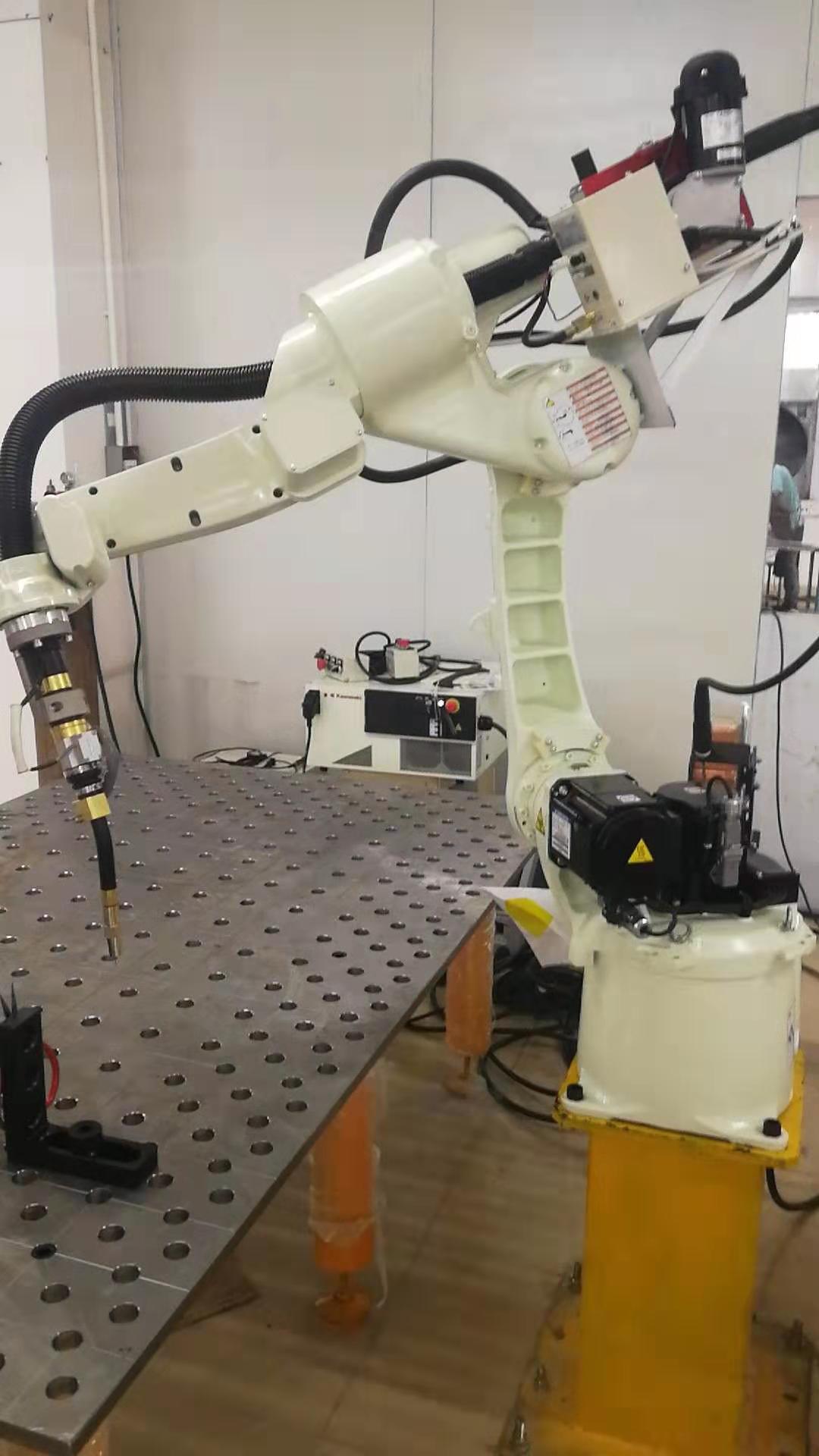
于工人的频繁变动所做出的焊接质量参差不齐,不能为客户提供稳定的焊接质量,为所施工的工程留下安全隐患。本公司自动焊通过对优质焊口的焊接参数进行存储,在操作人员更换的情况下及时调取之前的参数同样能焊出稳定的高质量的焊口。
对于一套自动焊机,根据工件的焊缝形式和尺寸大小,需要设置不同的上下料机构。考虑到中国的国情以及国内大多数企业的成本承受力,很多企业依然选择人工上下料。而在汽车或者家用电器等焊接生产流水线上,大量采用机械手或者自动化机械结构进行自动上下料,包括输送、举升,翻转、转移等动作,从而实现快捷生产,无人工干预的自动焊接系统。
自动焊机焊接过程需要根据产品零件的材质、板厚、尺寸大小、焊缝形式、保护气体、送丝形式来选择不同的焊接方式。焊接过程自动化系统可以组成一个简单的自动焊接专机,也可作为自动焊机的一个组成部分。